「溶接の種類と特徴を教えてほしい」
「ガス溶接とかアーク溶接とか、それぞれどうやって使い分けているの?」
このような疑問を解決します。
こんにちは。機械設計エンジニアのはくです。
2019年に機械系の大学院を卒業し、現在はメーカーで機械設計エンジニアとして働いています。
本記事では、「溶接の種類と使い分け」をわかりやすく解説します。
この記事を読むとわかること。
- 溶接の種類と特徴がわかる
- 各溶接方法の使い分けがわかる
一言で「溶接」と言っても、ガス溶接、アーク溶接、レーザー溶接、、、などさまざまな種類があります。
それぞれにメリット・デメリットがあるので、機械設計で溶接を使う場合は、溶接の種類と特徴をきちんと理解しておくことが大切。
今回は、そんな溶接の種類と使い分けをわかりやすく解説します。
溶接の勉強がしたい方は、ぜひ参考にしてください。
溶接の種類と使い分け
溶接とは、ずばりは熱や圧力を使って金属を溶かして接合する方法です。
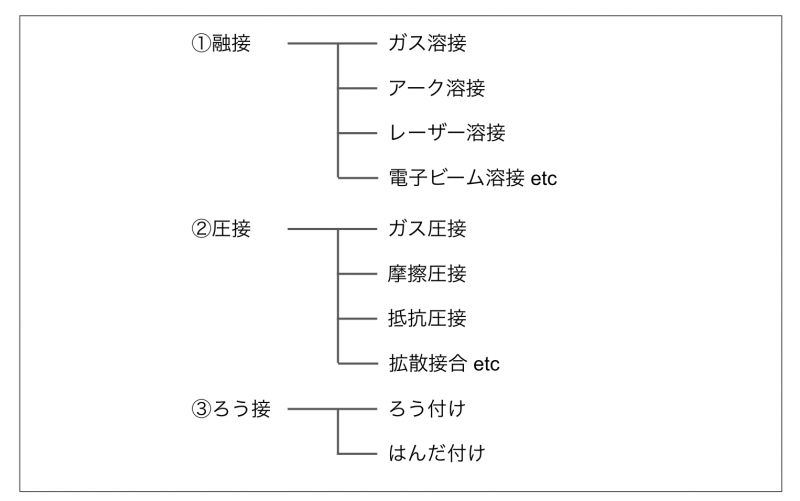
この接合の手法によって、融接・圧接・ろう接の3種類に分けられます。
融接

融接は、金属の接合部を熱や光(レーザー光)で溶かして接合する方法。
「溶接」と聞いて、真っ先に思い浮かべるのが、この融接だとと思います。
融接は、使用するエネルギー源によって、ガス溶接、アーク溶接、レーザー溶接、電子ビーム溶接、、、などの種類があります。
ガス溶接
ガス溶接は、可燃性ガスと酸素を燃焼させて、炎で母材を溶かして接合する方法です。
溶接箇所が見やすく作業しやすいのがメリットですが、熱源となる炎の温度は約3,000〜5,000℃と低く、母材の溶融に時間がかかってしまうのがデメリット。
そのため、融点の低い金属や、薄板の溶接に向いています。
アーク溶接
アーク溶接は、融接の中でも最もよく使われる方法。
名前のとおり、「アーク」を使って溶接します。
ここで、アークとは気体の放電現象である「アーク放電」によって発生するプラズマの1種。
高温(5000℃〜20000℃)で強い光を発するのが特徴で、ガス溶接よりも短時間で作業できるのがメリットです。
アーク溶接は、アークの発生方法や電極に使う材料によってマグ溶接、ティグ溶接、ミグ溶接などの種類があります。
それぞれの方法で使える金属・使えない金属があったり、メリット・デメリットがあるので、下記記事で詳しく解説しています。

レーザー溶接
レーザー溶接は、レーザー光を熱源とする溶接方法です。
レンズを通してレーザー光を集めることで、溶接したい部位のみにレーザーを当てて、局所的に溶かすことができます。
他部位への熱影響が少ないため、熱ひずみが小さいのがメリット。
ただし、皮膚や目に入ると危険なレーザーを扱うということで、安全には十分に注意する必要があります。
電子ビーム溶接
電子ビーム溶接は、電子ビームを対象物に衝突させて発生する電子の運動エネルギーによって、対象物を加熱・溶融する方法です。
電子の放出・加速・衝突は真空中で行われるため、エネルギー損失が少ないのがメリット。
レーザー溶接よりもさらに深い溶け込みが可能で、熱ひずみも少ないです。
ただし、磁性のある材料は電子ビームが曲がるため使えない、真空チャンバーの大きさによって製品サイズに制限がある、などのデメリットもあります。
圧接

圧接は、接合部を加熱したあと、圧力を加えることで接合する方法。
圧力のかけ方によって、ガス圧接、摩擦圧接、抵抗溶接などの種類があります。
また、拡散接合は母材を溶融させず、加圧によって接合面で原子を拡散させて金属同士をつなげる方法です。
ガス圧接
ガス圧接は、可燃性ガスと酸素を燃焼させて接合部を加熱し、圧力をかけて接合する方法です。
作業が簡易で強度が高いことから、建築現場でよく使われています。
摩擦圧接
摩擦圧接は、金属同士を高速で擦り合わせる際の摩擦熱によって母材を加熱し、さらに加圧することで接合する方法です。
固相状態で接合するため、異種金属の溶接も可能なのがメリット。
ただし、回転させながら圧力をかける必要があるため、回転可能かつ、力が均一に加わる形状でなければ使用できません。
抵抗圧接
抵抗圧接は、母材同士を重ね合わせて加圧したあと、溶接部に電流を流して発生する抵抗熱によって接合する方法です。
作業を自動化しやすく、かつ短時間で溶接できるので、大量生産に向いています。
ただし、電気が流れない、抵抗熱が不十分な金属は溶接できません。
拡散接合
拡散接合は、異種材料の接合に適した圧接方法です。
母材を加熱しながら加圧することで、接合面で原子を拡散させて結晶レベルで完全な接合を得ることができます。
ろう接

ろう接は、接合部のすき間に、母材より融点が低い金属を溶かして浸透させる接合方法です。
溶かし込むろう材の種類によって、融点が450℃以上の硬ろう付(プレージング)と、450℃未満の軟ろう付(はんだ付け)にわかれます。
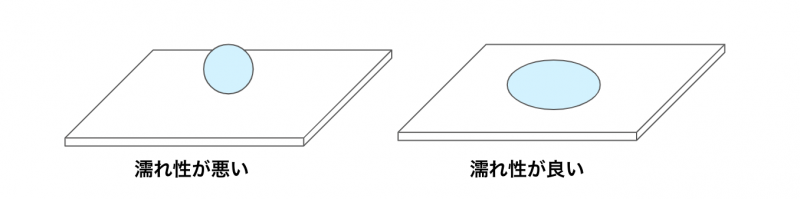
接合面にろう材を浸透させるには、「濡れ性」と「浸透性」が重要になります。
濡れ性とは、簡単に言うと水をはじくかどうかということ。
水をはじく場合を「濡れ性が悪い」、水がよく馴染む場合を「濡れ性が良い」と言い、ろう接では濡れ性が良いことが求められます。
また、浸透性は、接合面のすき間にろう材が浸透していくかどうかということ。
浸透性が良いと、複雑な接合面でも短時間で均一にろう材が浸透し、精度の良い接合ができます。
まとめ:溶接の種類を理解して、正しく使い分けよう!

以上、溶接の種類として、融接・圧接・ろう接それぞれの特徴と使い分けを紹介しました。
溶接の正しい知識は、作業者だけでなく設計者にも必須。
種類と特徴を把握して正しく使い分けることで、製品のコストダウンや品質改善につながります。
記事を読んだだけでイマイチぴんとこなかったという方は、実際に仕事で溶接部品を設計する時に、もう一度読み返してみると理解が深まるはずです!


コメント