「アーク溶接とはどんな溶接方法?」
「そもそも”アーク”ってなに…?」
「アーク溶接の種類と特徴が知りたい」
このような疑問を解決します。
こんにちは。機械設計エンジニアのはくです。
2019年に機械系の大学院を卒業し、現在はメーカーで機械設計エンジニアとして働いています。
本記事では、溶接の中でもよく使われる「アーク溶接の種類と原理」を解説します。
この記事を読むとわかること。
- アーク溶接の種類と特徴がわかる
- ”アーク”とは何かがわかる
溶接の種類は、熱・光で金属を溶かして接合する融接、圧力をかけて接合する圧接、そしてはんだ付けのように”ろう材”を流し込んで接合するろう接の3つにわかれます。
アーク溶接は、1つ目の融接に分類され、最も多く使用される方法。
原理の違いによっていくつか種類があります。
そこで本記事では、このアーク溶接の種類をイラストを使ってわかりやすく解説します。
それぞれの原理やメリット・デメリットも説明するので、アーク溶接について知りたい方は、ぜひ参考にしてください。
アーク溶接とは

冒頭で言ったように、アーク溶接は、溶接の中でも融接に分類される手法。
名前のとおり、「アーク」を使って溶接します。
ここで、アークとは気体の放電現象である「アーク放電」によって発生するプラズマの1種。
アークは、高温(5000℃〜20000℃)で強い光を発するのが特徴で、この熱を使って溶接します。
気体を構成する分子が電離して陽イオンと電子に分かれて運動している状態。
気体の温度が上昇すると気体分子は解離して原子になり,さらに温度が上昇すると陽イオンと電子に分かれる(電離)。
アーク溶接の原理
アーク溶接は電極材料やシールドガスによって種類がわかれますが、基本的な原理は以下のとおり。
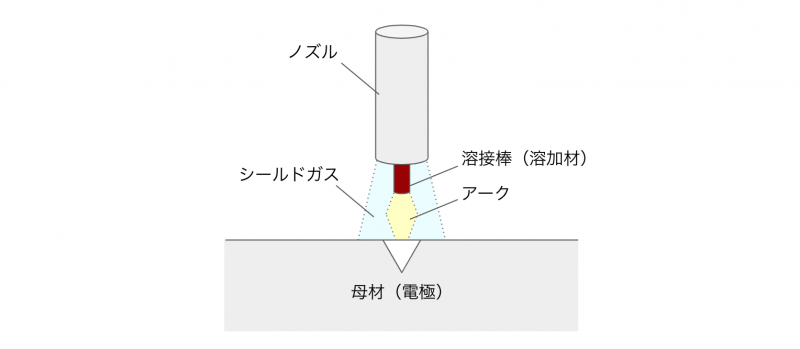
具体的には、母材と溶接棒をそれぞれ電極として、電極間に電流を流します。
すると、アーク放電が発生するので、この熱を利用して溶加材(溶けて母材と一体化する金属材料)を溶かして接合する仕組みです。
電極である溶接棒自体が溶加材となる方式を消耗電極式、電極は溶けずに別で溶加材を用意する方式を非消耗電極式と言います。
また、溶接中は、溶融金属が大気と反応してしまわないようにシールドガスを流します。
アーク溶接の種類と特徴
ここからは、アーク溶接の中でも代表的な被覆アーク溶接・マグ溶接・ティグ溶接・ミグ溶接の4種類について、原理や特徴を解説します。
被覆アーク溶接
被覆アーク溶接は、古くから鉄鋼材料の溶接に使われてきた手法です。
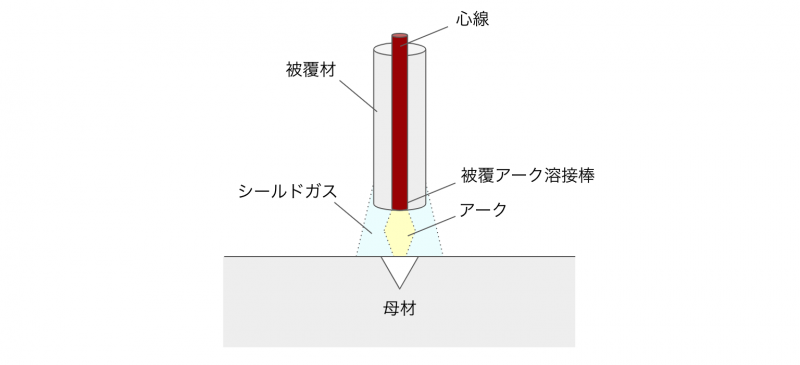
被覆アーク溶接の原理
電極として、金属の心線にフラックスと呼ばれる被覆材を塗布した被覆アーク溶接棒を使用します。
溶接棒と母材の間に電流を流し、アークを発生させて溶接棒、および母材を溶かして接合するという原理です。
溶接棒が溶加材となるので、消耗電極式に分類されます。
また、溶接棒の被覆材は、アーク熱によって分解されてガスを発生し、シールドガスの役割を果たします。
被覆アーク溶接の特徴
被覆アーク溶接は、原理的にすべて手動で作業するため「手溶接」とも呼ばれます。
鉄鋼材料の溶接法として古くから使われてきましたが、半自動溶接であるマグ溶接の普及とともに使用例は減少気味。
ただし、設備が安価で屋外でも手軽に作業できるメリットを活かして、幅広く用いられています。
マグ溶接
マグ溶接は、国内で最もよく使われているアーク溶接法です。
「マグ」という名前は、Metal Active Gasの頭文字「MAG」から来ています。
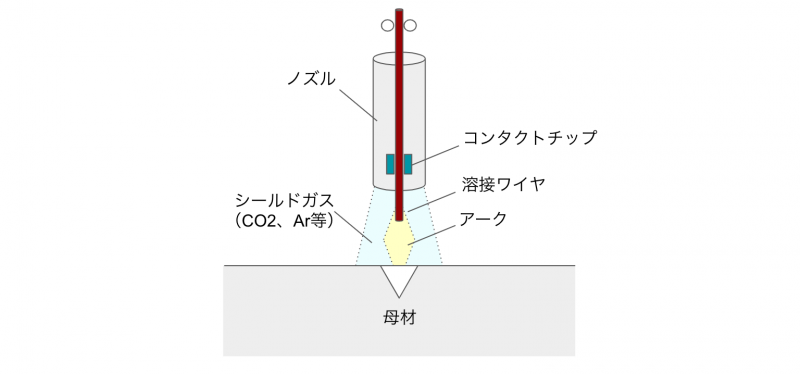
マグ溶接の原理
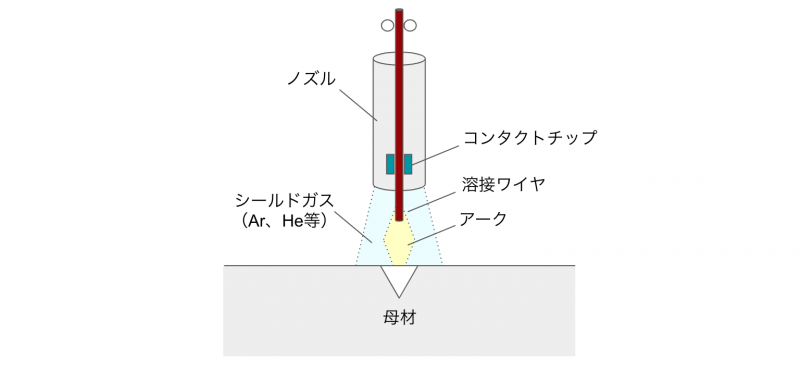
マグ溶接では、溶接棒の代わりにコイル状に巻かれた溶接ワイヤを電極として使用します。
溶接ワイヤは、送給ローラによって先端まで送られますが、コンタクトチップを通過する際に通電され、母材とワイヤの間でアークを発生させるという仕組みです。
溶接ワイヤ自体が溶けて母材を接合するので、消耗電極式に分類されます。
ちなみに、マグ溶接ではシールドガスとして炭酸ガスが多く用いられることから、「炭酸ガスアーク溶接・CO2溶接」と呼ばれる場合もあります。
マグ溶接の特徴
マグ溶接で溶接可能な金属は、鋼やステンレスなどの鉄鋼材料です。
さきほどの被覆アーク溶接と比べて電極の溶着速度が大きく、母材の溶け込みが深いため作業効率がいい・良質な溶接金属が得られるのがメリット。
また、溶接トーチを機械化すれば自動溶接が行えます。
一方で、マグ溶接は風に弱いのがデメリット。
溶融部に風が当たると、シールドガスが乱れて空気を巻き込み、気孔などの不具合を発生させてしまいます。
マグ溶接で、高品質な溶接金属を得るためには「風速0.5m/s以下」が必要で、屋外作業の場合は防風対策が必要になります。
ティグ溶接
工業的に使われるほぼ全ての金属を溶接できる手法です。
ティグ溶接の「ティグ」は、Tungsten Inert Gasの頭文字「TIG」から来ています。
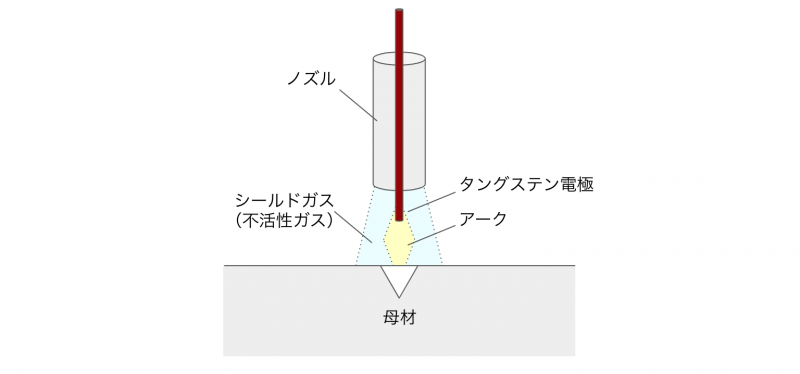
ティグ溶接の原理
ティグ溶接では、名前のとおり放電電極としてタングステンを、シールドガスとしてアルゴンやヘリウムなどの不活性ガス(Inert Gas)を使用します。
不活性ガス雰囲気中で、タングステン電極と母材の間にアークを発生させて溶接する仕組みです。
ティグ溶接の特徴
ティグ溶接は、鉄、非鉄を問わず、さまざまな金属の溶接が可能です。
溶融池(母材や電極が溶融してできた金属たまり)が不活性ガスで覆われて安定しているため、品質のいい溶接金属を得られるのがメリット。
溶接部は緻密で、気密性に優れています。
ただし、マグ溶接と同じく風に弱いのがデメリット。
また、溶接速度が遅いので大量生産には向いていません。
ミグ溶接
ミグ溶接は、非鉄金属の溶接に広く用いられている手法です。
「ミグ」は、Metal Inert Gasの頭文字「MIG」から来ています。
ミグ溶接の原理
電極に溶接ワイヤ、シールドガスに不活性ガスを用います。
マグ溶接と同様、溶接ワイヤがコンタクトチップを通して通電されながら先端に送られ、アークを発生させます。
溶接ワイヤが溶加材となるので、消耗電極式です。
ミグ溶接の特徴
ミグ溶接は不活性ガスを使用するため、原理的にはあらゆる金属を溶接できます。
しかしながら、アルゴンやヘリウムなどの不活性ガスは高価なのがデメリット。
そのため、実際にはアルミニウムとその合金に適用されることが多いです。
まとめ:アーク溶接は「アーク放電」を利用する溶接方法

記事の内容をまとめます。
- アーク溶接は、アーク放電によって発生する「アーク」を使う溶接方法
- 母材と溶接棒を電極として、電流を流してアークを発生させて溶接する
- シールドガスは、アークや溶融金属を大気から保護する役割
- 電極やシールドガスの種類によって、被覆アーク溶接・マグ溶接・ティグ溶接・ミグ溶接などの種類がある
- 被覆アーク溶接は、鉄鋼材料の溶接として、安価で手軽に作業できる
- マグ溶接も鉄鋼材料に用いられ、半自動溶接ができる
- ティグ溶接は、不活性ガスを使用してさまざまな金属を溶接できる
- ミグ溶接は、主に非鉄金属の溶接に使われる
以上です。
今回は、熱・光で金属を溶かして接合する融接の中でも、最もよく用いられるアーク溶接について解説しました。
実際の作業者だけでなく、設計者自身も溶接の原理を知っておくことは大切。
どの材料にどの溶接方法が適用できるか知ることで、部品のコストダウンや品質改善につながります。
記事で紹介した内容は基礎の部分のみなので、もっと勉強したいという方は、ぜひ自分でも調べてみるといいでしょう!


コメント