「プラスチックの溶着とはどんな加工方法?」
「溶接との違いは何?」
「溶着のメリット、デメリットを教えてほしい」
このような疑問を解決します。
こんにちは。機械設計エンジニアのはくです。
2019年に機械系の大学院を卒業し、現在はメーカーで機械設計エンジニアとして働いています。
本記事では、プラスチック成形の第5ステップとして「溶着の種類と特徴」を解説します。
この記事を読むとわかること。
- 溶着とはどんな加工方法かわかる
- 溶着の種類と特徴がわかる
- 溶接との違いがわかる
プラスチックの接着方法は、主に2つ。
接着剤を利用する方法と、溶着で機械的に接着する方法です。
射出成形やブロー成形などのように、プラスチックを直接成形するのではなく、複数の成形品を組み合わせた形状にしたい場合に用いられます。
今回は、そんなプラスチックの溶着についてわかりやすく解説します。
ぜひ参考にしてください。
前回の記事はこちら。

溶着とは
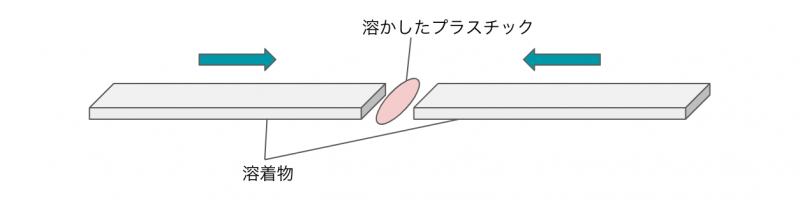
溶着とは、溶かしたプラスチックで対象物を接合する方法です。
原理的には溶接と同じですが、金属同士を接合する場合を溶接、プラスチックのように非金属部品を接合する場合を溶着と言います。
もう少し細かく言うと、溶接は接合後に溶融部が目でわかるのに対し、溶着は接合すると溶融部が判別できないのが違いです。
プラスチックの濡れ性
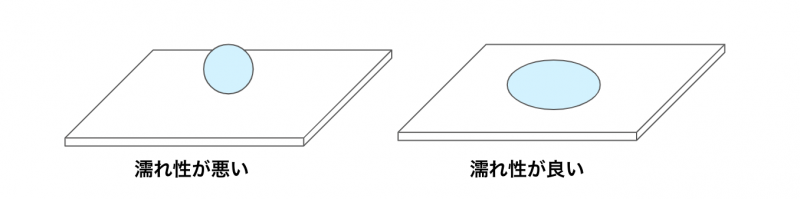
プラスチックの接着で重要になってくるのが、接着する部品の濡れ性です。
濡れ性とは、液体の濡れやすさのこと。
わかりやすく言うと、プラスチックが水をはじくかどうかということです。
水をはじく場合を「濡れ性が悪い」、水がよく馴染む場合を「濡れ性が良い」と言います。
プラスチックの接着においては、濡れ性が良いことが求められます。
濡れ性が良いということは、プラスチックと接着剤(ここで言う水)が強く結びつくということです。
したがって、濡れ性が良い方が接着はしやすく、ポリエチレンやポリプロピレンのような濡れ性が悪いプラスチックは、濡れ性を良くするために表面処理が必要になります。
表面処理にはいくつか種類がありますが、表面を火で加熱する火炎処理、プラズマを照射するプラズマ処理、化学的に変化させる溶剤処理などが一般的です。
溶着の特徴

つづいて、溶着の特徴として、そのメリット・デメリットを紹介します。
溶着のメリットは、やはり形状の自由度が広がることでしょう。
プラスチックを直接成形するのではなく、成形品同士をくっつけて異なる形状にするので、射出成形やブロー成形ではできない形状もつくれます。
ちなみに、溶着の身近な製品例は、洗剤やシャンプーの詰め替え容器、食品の包装などです。
一方で、デメリットとしては、さきほど説明した濡れ性があります。
濡れ性が悪いプラスチックは、そのままだと接着させるのが難しく、表面処理に一手間かかるのがデメリット。
たとえば、市販の瞬間接着剤なんかは、プラスチックの種類によって使える・使えない場合があります。
溶着の種類

プラスチックの溶着にはいくつか種類があり、ここでは代表的なものを4つ紹介します。
熱溶着
熱溶着は、名前のとおり外部から熱を加えて(外部加熱)プラスチックを溶かし、溶着する方法です。
溶着強度が高く、大型の成形品も溶着できるのがメリットですが、あとに紹介する内部加熱と比較して、加熱時間が長くなるのがデメリット。
また、溶着部以外も加熱されるので、熱影響が発生する場合があります。
熱溶着は、溶かす方法によって熱板溶着、熱風溶着、スピン溶着、振動溶着などの種類があります。
- 熱板溶着・・・熱板に溶着物を押し当てることで、接合部分を溶かして溶着する方法
- 熱風溶着・・・熱風で溶接棒を溶かして溶着する方法
- スピン溶着・・・溶着物を面合わせにし、スピンをかけて摩擦熱によって溶融し、溶着する方法
- 振動溶着・・・溶着物を接触させたまま振動させ、振動する時の摩擦熱によって溶着する方法
超音波溶着
超音波の振動によってプラスチック自体を発熱させ、溶着する方法です。
ちなみに、超音波は人間の耳に聞こえない高い周波数の音のこと。
超音波溶着は、プラスチックにエネルギーを与えて内部から発熱させる(内部加熱)ので、短時間で加熱できるのが特徴です。
高周波溶着
高周波を使って電気的にプラスとマイナスを交互に入れ替えて、プラスチック内部を振動、加熱する溶着方法です。
プラスチックは、分子レベルでみると電気的にプラスとマイナスに分かれており、外部から交互に電界を加えると、分子が振動して内部発熱します。
高周波溶着は、主に塩化ビニルの溶着に使われており、浮き輪やビーチボールが身近な製品例です。
レーザー溶着
レーザー光を使って、プラスチックを溶融させ、溶着する方法です。
レーザー光を吸収する樹脂と、レーザー光を透過する樹脂を重ね合わせ、吸収側の樹脂がレーザー光を吸収して発熱することで溶着します。
接合部にのみレーザーを照射するので、溶着しない部分に熱影響がないのがメリット。
ただし、吸収側と透過側の2種類の樹脂が必要で、とくに透過側樹脂のレーザー透過性が必要になります。
まとめ:溶着は部品同士を溶かしてくっつける!

記事の内容をまとめます。
- プラスチックの接着では濡れ性が重要
- プラスチックの接合は、接着剤と溶着の2種類
- 金属同士を接合するのが溶接、プラスチック(非金属部品)を接合するのが溶着
- 溶着には、外部から熱を加える熱溶着と、プラスチック内部から発熱させる超音波溶着・高周波溶着・レーザー溶着がある
以上です。
プラスチックの加工方法について知りたいと思った方は、ぜひ前回までのプラスチック成形の記事も読んでみてください!


コメント